
在过去的几年中,我们付出了巨大的努力,通过增加再分布层(RDL)的数量、缩小金属线的宽度和间距(L/S)以及减小焊盘尺寸和间距来提高高密度后端处理的能力。 在未 来几年中,我们还将看到异质集成(HI)水平的提高。异质集成采用封装技术,将来自不 同芯片厂、代工厂、晶圆尺寸和特征尺寸的不同功能芯片集成到一个系统和子系统中。 随 着异构集成的发展,多层 RDL 被用来连接有机、玻璃、硅或扇出基板上的这些不同芯片。
鉴于这种复杂性的增加和层处理量的增加,聚合物或光敏可成像电介质(PID)固化的重要 性不言而喻,它不仅能降低固化温度和缩短固化时间,还能带来更好的薄膜性能。 虽然有 许多不同的聚合物固化工艺,但特定工艺的选择会对固化聚合物的质量和性能产生重大影 响,适用于 FOWLPM 多层金属化工艺。
本文使用 YES VertaCure 系统研究了不同类型聚酰亚胺和 PBO 材料的机械、热、物理和 介电特性与时间和温度等不同工艺参数以及亚大气压工艺条件的函数关系。
在大气和真空固化条件下,完成了 HD4100 和 HD8820 的固化研究。 尽管与大气固化相 比,真空固化过程的固化时间缩短了 40%,但在傅立叶变换红外分析中,两种固化膜的光 谱似乎完全相同,在傅立叶变换红外的检测限内检测不到化学成分和/或固化程度的差异。
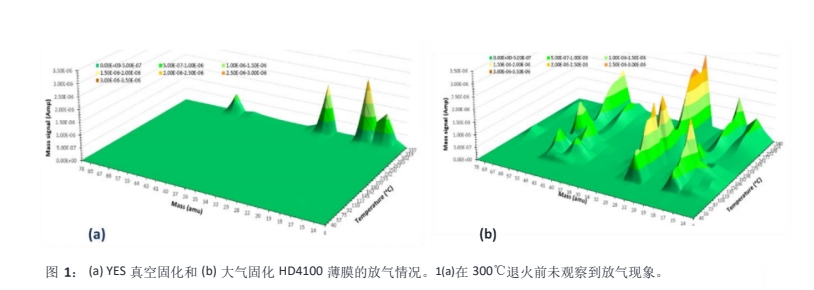
对真空和大气固化条件下金属化过程中的放气量进行比较 (图1) , 证 明了真空固化是一种 更完整的固化过程。与图1(b)所示的大气固化相比,在 HD4100 固化过程中施加真空时,残 留气体的水平几乎降至图1(a)所示的背景水平。
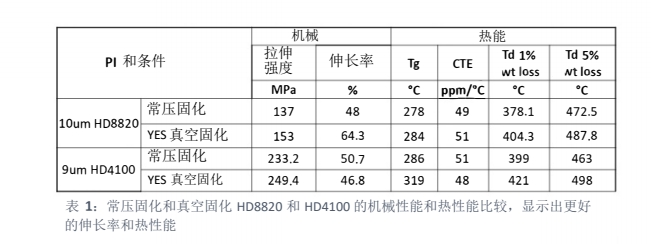
通过测量 HD8820和 HD4100 的拉伸强度 、伸长率 、玻璃化转变温度 (Tg) 、热膨胀系 数 (CTE) 、1%和 5%失重温度 ,还得 出了机械性能和热性能的比较结果 ,如表 1所示 。虽 然在常压和真空固化条件下处理的两种薄膜的伸长率相似 ,但与常压固化相比 ,真空固化 的 HD8820 和 HD4100 薄膜 的拉伸强度要高出 10%。此外 ,真空固化薄膜 的热性能也一直较 好 。除了玻璃转化温度 (Tg) 更高之外,真空固化薄膜的1%和 5%失重温度也比常压固化 薄膜高出 4-6%-这表明薄膜的性能更好 。
我们还进行 了电容-电压测量 , 以使用汞探针分析这些薄膜的介电性能。虽然介电常数 相同 ,但真空 固化薄膜 的耗散因子比常压薄膜低10% , 这是因为在真空下固化更彻底。
总之,真空固化工艺的重要性显而易见,它为当前的 FOWLP提供 了更好的介电性能, 而且与多层次金属化相比 ,几乎没有放气现象。











